
The model is common, but misunderstood. Many businesses enter white label arrangements without a clear picture of how the process actually works, which leads to poor partner choices, inconsistent branding, or fulfillment problems that surface only after customers start complaining. This guide breaks down exactly how white label packaging operates — from the initial agreement through branded delivery.
Key Takeaways
- Sell branded products made by a third party — no production infrastructure required
- Four stages drive the process: partnership agreement, brand customization, production, and fulfillment
- White label differs from private label in that the same base product is available to multiple buyers — not developed exclusively for one
- Trade-offs include limited product control and overlap with competitors sharing the same manufacturer
- The right manufacturing partner shapes your brand consistency, customer experience, and fulfillment reliability
What Is White Label Packaging?
White label packaging is a system where a manufacturer produces a product or its packaging using a standard formulation or design, which a separate business purchases, applies its own branding to, and sells under its own name.
The term comes from the concept of a plain, brand-ready label waiting to be filled in. Cambridge Dictionary defines a white-label product as one made by one company and sold by another under that second company's name.
The model exists to close the gap between brand ambition and manufacturing capacity. A company can offer branded products without investing in production equipment, R&D, or supply chain infrastructure. The manufacturer handles what it does well; the brand handles marketing and customer relationships.
White label packaging is not the same as:
- Counterfeiting or consumer deception
- A business manufacturing its own product with outsourced raw materials
- Drop shipping, which ships products without any branding customization
This article focuses on physical product packaging — the model most relevant to B2B and e-commerce businesses.
White Label vs. Private Label Packaging
These two terms are often used interchangeably, but they describe meaningfully different arrangements.
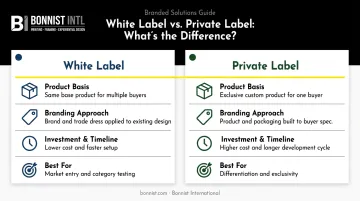
| Factor | White Label | Private Label |
|---|---|---|
| Product exclusivity | Same base product available to multiple buyers | Custom formulation or design for one buyer only |
| Customization depth | Brand and trade dress applied to existing product | Product and packaging developed to buyer's spec |
| Cost and lead time | Lower cost, faster setup | Higher cost, longer development cycle |
| Best for | Market entry, category testing, lower risk | Product exclusivity, strong differentiation |
How White Label Packaging Works
White label packaging follows a defined sequence of stages. Each one contributes to how a generic manufactured product becomes a market-ready item under your brand.
Partnership and Agreement
The process starts commercially, not creatively. The brand identifies a white label manufacturer whose existing product or packaging meets its market needs, then enters a sourcing agreement. No product development is required from the buyer — the product already exists.
Key considerations at this stage include:
- Minimum order quantities — and whether they suit your current volume
- Exclusivity terms — does the manufacturer sell the same product to your competitors?
- Pricing structure — per-unit cost, tiering, and how pricing scales with volume
- Quality certifications — what standards does the manufacturer maintain?
Skipping due diligence here is where most downstream problems originate.
Design and Customization
Once an agreement is in place, the buyer supplies brand assets — logo, color palette, messaging, legal copy — which are applied to the manufacturer's standard packaging or product template. The degree of flexibility varies by manufacturer; some offer more design latitude than others.
This stage determines how well the finished product represents the buyer's brand. A strong white label partner will have clear templates, material specifications, and design guidelines that make the process efficient rather than frustrating.
Production and Quality Review
The manufacturer produces the order at scale using its standard processes. Typically, the buyer receives samples or digital proofs for approval before full production runs begin. This is the primary control point — the moment when quality issues can actually be caught and corrected.
Before production starts, nail down these specifics in writing:
- Approved sample sign-off process and timeline
- Acceptable defect thresholds and rejection criteria
- Revision and reprint policies for quality failures
- Delivery schedule tied to production milestones
Because the buyer has no presence on the production floor, establishing clear quality standards contractually before production begins is essential. Verbal expectations rarely survive a disputed shipment.

Fulfillment and Distribution
Finished products arrive branded under the buyer's name, ready for retail, warehouse storage, or direct-to-customer shipment. For e-commerce businesses, this is where the white label arrangement becomes visible to the customer — through packaging, unboxing experience, and brand presentation.
Some white label providers go further, offering end-to-end fulfillment: handling printing, packaging, and order dispatch entirely under the client's brand. Bonnist International, based in the New York metro area, operates exactly this model for e-commerce partners. They produce framed prints, canvas, acrylic, and metal substrate art on demand, then ship completed orders under the client's brand with custom packaging designed to reinforce the partner's identity. The end customer receives a fully branded experience with no visible indication of who manufactured the product.
Key Benefits of White Label Packaging
Speed to Market
Because the manufacturer has already completed R&D, product testing, and production setup, buyers can move from concept to sellable product far faster than building something in-house. White label removes the capital burden of manufacturing: no equipment, no raw material sourcing infrastructure, no production staffing. Costs are primarily per-unit and scale with volume, making the model financially accessible for growing brands.
McKinsey research on private-label brands in distribution found these products can generate gross margins roughly twice those of national brands — and that 92% of B2B procurement leaders plan to increase private-label purchasing volume. The brand captures more of the retail price without bearing production development costs.
Brand Expansion Without Operational Burden
White label lets businesses extend their product line or enter new categories while keeping internal focus on marketing and customer experience. The separation of roles — one company manufactures, another markets — lets both sides operate where they're strongest.
For Bonnist International's e-commerce clients, this means offering premium framed art, canvas prints, or acrylic panels as branded products without managing a single piece of production equipment. Bonnist handles printing, framing, and packaging; the e-commerce brand handles its customers.
Scalability and Market Responsiveness
White label manufacturers typically produce for multiple buyers, which keeps minimum order quantities lower and lead times shorter than private label arrangements. This flexibility allows brands to respond to seasonal demand, test new products, or pivot quickly without committing to large inventory positions.
The trade-offs to keep in mind:
- Limited control over product formulation or materials
- Risk of brand differentiation challenges if competitors use the same manufacturer
- Supplier reliability directly affects your brand reputation, since your customers experience the output, not the source
Where White Label Packaging Is Used
Retail and Consumer Goods
Store brands are the most visible form of white label packaging at scale. U.S. store-brand sales reached $282.8 billion in 2025 according to PLMA, with private-label share across 17 European countries hitting 38.8% the same year. These aren't niche numbers — store brands are mainstream retail strategy.
Costco's Kirkland Signature brand is the widely cited example: the 2025 annual report identifies it as the primary private-label brand and notes it typically offers 15–20% savings compared to national brands. Amazon followed a similar playbook with AmazonBasics, which eventually expanded to over 118 private-label brands.

E-Commerce and Direct-to-Consumer Brands
Online businesses selling physical goods often rely on white label printing and fulfillment partners to deliver branded shipments without managing production. According to ShipBob's 2026 State of Ecommerce Fulfillment Report, 80% of surveyed e-commerce brands incorporate customization touchpoints such as branded boxes or inserts, and 84% use third-party fulfillment providers for at least part of their operations.
The unboxing experience matters to these brands. White label fulfillment partners who offer custom packaging — not just generic shipping boxes — deliver brand touchpoints that build customer loyalty and drive repeat purchases.
Specialty B2B Applications
Corporate gifting, sports team merchandise, hospitality branded items, and award presentations are areas where white label production adds significant value. Bonnist International serves all four of these segments, producing printed, framed, and fulfilled products under client branding for organizations across the United States.
Typical applications in this space include:
- Sports milestone pieces — custom-framed player achievements delivered under team branding (Bonnist clients include the New York Knicks, Rangers, and NYCFC)
- Corporate recognition awards — branded fabrication presented as the client company's own product line
- Hospitality art programs — direct-to-acrylic prints installed in hotel corridors and guest rooms without any visible production attribution
In each case, the producing company stays invisible. The client's brand is all the end recipient sees.
Frequently Asked Questions
What is white label packaging?
White label packaging refers to standardized packaging or products manufactured by a third party and sold by another business under its own brand name. The retailer has no involvement in production — they apply their branding to an existing product and bring it to market as their own.
What's the difference between OEM and white label?
OEM (Original Equipment Manufacturer) involves a company producing components or products used in another company's branded goods, typically with significant customization and engineering integration. White label uses a finished, generic product that multiple brands can rebrand with minimal changes to the product itself.
Is white labeling illegal?
White labeling is entirely legal and widely practiced across industries. Compliance requirements vary by product category — food and cosmetics have specific labeling rules — but all claims must be accurate under FTC and FDA guidelines.
What are examples of white label products?
Common examples include Costco's Kirkland Signature brand, Amazon Basics, supermarket store-brand food products, white label skincare lines, and branded financial products like store credit cards issued by third-party banks.
How does white label packaging differ from private label packaging?
White label uses a standard design or formula available to multiple buyers. Private label packaging is developed exclusively for one brand, giving the buyer more control and product uniqueness — but at higher cost and with longer lead times.
What should I look for in a white label packaging partner?
Prioritize production quality, fulfillment reliability, minimum order flexibility, and branding customization depth. The best partners handle printing, packaging, and direct shipment under your brand — Bonnist International, for example, provides end-to-end white-label printing and fulfillment for e-commerce companies that need seamless brand consistency without managing logistics in-house.
Conclusion
White label packaging works because it lets each party focus on what they do best. The manufacturer delivers production quality and scale; the brand delivers customer relationships and market positioning. That division of responsibility is the model's core logic. Recognizing it upfront is what separates a productive partnership from one that produces friction.
With that clarity in place, selecting a partner becomes a more deliberate decision — one that goes beyond price. Your choice directly shapes how consistently your brand shows up, how reliably orders are fulfilled, and how customers experience your product. The stronger your grasp of how the process works, the better equipped you are to evaluate partners, set expectations, and course-correct when execution falls short.