The market reflects this demand. According to Grand View Research, the global sublimation digital textile printing segment was valued at $3.04 billion in 2024, projected to grow at a 13.1% CAGR through 2030. Soft signage alone — trade show panels, tension fabric displays, hanging banners — represents a $1.65 billion segment of that market.
Yet many commercial buyers and brand managers don't fully understand how sublimation works, what fabric requirements apply, or when it's the right choice over alternatives. That gap leads to poor substrate decisions, mismatched expectations, and missed applications.
This guide covers all of it: the process, the fabric requirements, the commercial use cases, and how sublimation compares to screen printing and DTF.
Key Takeaways
- Sublimation converts solid dye into gas that bonds permanently into polyester fibers, not onto the surface
- Works only on white or light-colored polyester substrates; transparent inks cannot cover dark fabrics
- Produces photorealistic, full-coverage prints with no surface texture, cracking, or peeling
- Dominates commercial soft signage: 99% of SEG display fabrics are polyester or polyester blends
- Choosing the right substrate and production partner directly determines print quality and durability
What Is Sublimation Printing on Fabric?
Sublimation printing is a digital process that uses heat and pressure to convert specially formulated dye into a gas, which then permanently bonds with the molecular structure of polyester fibers. Unlike surface-applied methods, the ink doesn't sit on top of the fabric — it becomes part of it.
The method was developed to solve a core limitation of traditional fabric printing. Screen printing and heat transfer vinyl deposit ink or material onto the fabric surface, creating texture, reducing breathability, and introducing durability problems over time. Sublimation eliminates those issues by dyeing the fiber directly.
That distinction matters when choosing the right process for a project. Buyers frequently confuse sublimation with similar-sounding methods — here's how they differ:
What Sublimation Is Not
- Heat Transfer Vinyl (HTV): Adheres a material layer to the surface, creating visible texture and reducing breathability
- Screen Printing: Deposits ink onto the fabric rather than into it, limiting color range per pass
- DTG (Direct-to-Garment): Uses inkjet technology on garment fibers, optimized for cotton rather than polyester
Each method has different material requirements, output characteristics, and ideal use cases. For photorealistic, full-coverage designs on polyester — banners, event textiles, SEG graphics — sublimation consistently outperforms the alternatives on both print quality and long-term durability.
How Does Sublimation Printing on Fabric Work?
Sublimation follows a precise sequence of steps. Deviations in heat, pressure, dwell time, or substrate selection affect output quality directly.
Design Preparation
The process starts with a digital file printed in mirror image onto specially coated sublimation transfer paper using sublimation inks. These inks are chemically engineered to gasify at high heat — they are not standard inkjet inks.
One critical nuance: sublimation inks appear muted and dull on transfer paper. They intensify dramatically once heat-activated. Professional workflows use color profiles calibrated specifically for this shift.
This is where experienced production partners matter. Misaligned color profiles at this stage produce off-color final prints that can't be corrected after pressing.
Heat Transfer and Sublimation
The transfer paper is placed face-down on the polyester fabric and fed through a heat press. Sawgrass specifies 400°F / 205°C, 45 seconds, medium pressure as a manufacturer starting point — though exact settings vary by ink, press calibration, paper type, and fabric.
What happens during this step:
- Concentrated heat causes solid sublimation dye to skip the liquid phase entirely and convert to gas
- Heat simultaneously causes polyester fibers to open their molecular pores
- Gaseous dye penetrates deep into the fiber structure
- As the fabric cools, polyester fibers close back around the trapped dye
- The ink is now permanently embedded at a molecular level
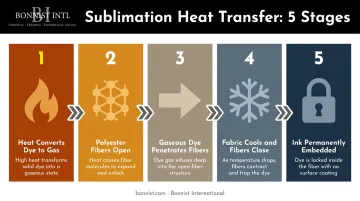
The dye becomes part of the fiber itself — no surface coating, no raised texture, no film layer.
Output and Finishing
That permanent dye bond translates directly into the finished output: sharp detail, smooth gradients, and seam-to-seam coverage — all without altering the fabric's original hand feel or breathability.
For commercial applications, the printed fabric typically proceeds to finishing operations depending on the installation environment:
- SEG (silicone edge graphics) preparation for tension fabric frames
- Hemming for clean edge presentation
- Pole pockets for hanging banner applications
- Grommet installation for outdoor or fence-mounted displays
- Zipper closures for modular framing systems
Companies like Bonnist International — which produces fabric-based displays for clients including NYCFC, MetLife Stadium, and MSG — deliver these finished formats across trade show, stadium, and corporate environments as part of an end-to-end production process.
What Fabrics Work Best for Sublimation Printing?
The non-negotiable rule: sublimation ink can only permanently bond with polymer-based (synthetic) fibers. Natural fibers — cotton, linen, silk, bamboo — lack the molecular structure to accept gaseous dye. Prints on natural fibers appear faded and wash out almost entirely.
Polyester Content by Performance Tier
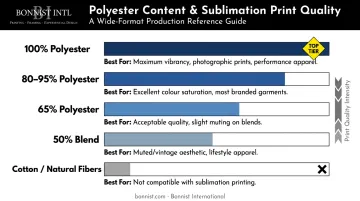
| Polyester Content | Expected Result | Best For |
|---|---|---|
| 100% polyester | Maximum vibrancy, color accuracy, photorealistic output | Soft signage, SEG displays, professional fabric panels |
| 80–95% polyester | Excellent results; minimal visible impact from non-polyester fibers | Activewear, stretch-fabric displays with spandex/elastane |
| 65% polyester | Acceptable but slightly faded | Budget applications where vibrancy is secondary |
| 50% polyester blend | Muted, vintage aesthetic | Intentional design choice; not suitable when color accuracy is required |
| Cotton / natural fibers | Little to no dye adhesion; prints wash out | Not compatible with standard sublimation |
Digital Output reports that approximately 99% of fabrics used for SEG graphics are polyester or polyester blends — which reflects industry-wide consensus that 100% polyester is the professional standard for commercial fabric displays.
Base Color Requirements
Sublimation inks are transparent. They cannot block or lighten the underlying fabric color. Visible, accurate results require white or very light-colored substrates.
Two sourcing rules follow from this:
- Dark or pre-dyed fabric produces little to no visible design after sublimation
- Brand color matching must happen at the ink level, not by relying on a colored base fabric
Where Sublimation Fabric Printing Is Used in Commercial Settings
Sublimation's ability to produce seamless, edge-to-edge, photorealistic imagery at scale has made it the default production method for soft signage — spanning trade shows, major venues, and corporate interiors alike.
Trade Show and Exhibition Displays
Tension fabric displays, SEG frames, and hanging backdrops dominate trade show floors — and nearly all rely on sublimation-printed polyester. The format advantages are practical:
- Lightweight compared to rigid substrates, reducing shipping costs
- Packable for storage and reuse across multiple events
- Compatible with modular aluminum framing systems
- Fast on-site setup with no tools required in most SEG configurations
FESPA identifies printed wide-format textiles and soft signage as an affordable, speedy alternative to traditional trade and advertising displays, with sublimation driving the majority of that production.
Sports and Entertainment Venues
Stadium and arena branding programs rely on sublimated fabric for field perimeter displays, locker room graphics, press backdrops, and fan zone activations. The method scales to very large dimensions while holding visual clarity and color fidelity throughout.
Bonnist International has executed large-format fabric installations for venue clients including MetLife Stadium, MSG, and NYCFC — producing custom barrier covers, branded windscreens, backlit SEG displays, and perimeter graphics that cover every surface in consistent, high-resolution branding.

Their Thursday Night Football barrier cover installation alone involved over 40 custom-printed outdoor fabric panels deployed along event perimeters.
Hospitality and Corporate Interiors
In hospitality and corporate settings, sublimated fabric shows up in lobby displays, wall panels, branded wayfinding, and event dressing. It holds up well in these environments for several reasons:
- Design fidelity holds up at close viewing distances
- Washability allows long-term maintenance without reprinting
- Fabric panels can be removed, stored, and reinstalled for seasonal updates
Sublimation vs. Other Fabric Printing Methods
Sublimation isn't the right tool for every fabric application. Here's how it stacks up against the two most common alternatives.
Sublimation vs. Screen Printing
Screen printing deposits ink onto the fabric surface. It works well on natural fibers and is cost-effective for simple, limited-color designs at high volumes. But it creates a raised surface feel, limits print area, and cannot reproduce photographic gradients or edge-to-edge coverage.
| Sublimation | Screen Printing | |
|---|---|---|
| Best fabric | Polyester | Cotton and natural fibers |
| Coverage | Edge-to-edge, full format | Localized graphic areas |
| Color complexity | Photorealistic gradients | Limited spot colors |
| Best volume | Any scale | High-volume runs |
Choose sublimation when the requirement is photorealistic, full-coverage output on polyester at any scale. Choose screen printing when the design is a simple graphic on a cotton-dominant garment at high volume.
Sublimation vs. DTF (Direct-to-Film)
DTF transfers a film layer onto fabric using an adhesive, offering broader fabric compatibility (works on cotton, dark colors, mixed blends) and strong durability. Stahls reports their UltraColor MAX DTF transfers as lab-tested for 50+ wash cycles.
Sublimation, when applied to polyester, produces prints that are embedded in the fiber itself — Epson and Vapor Apparel both describe sublimated polyester prints as resistant to cracking, peeling, fading, or washing away over time. No direct comparative wash test exists between the two methods under equivalent conditions, so quantified head-to-head durability claims should be treated cautiously.
The practical distinction comes down to substrate and scale:
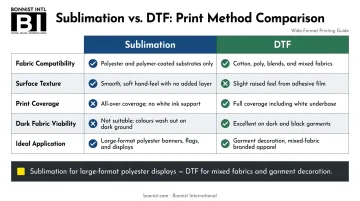
| Criterion | Sublimation | DTF |
|---|---|---|
| Fabric compatibility | Polyester only | Cotton, polyester, blends, dark fabrics |
| Surface texture | None — embedded in fiber | Slight texture from film layer |
| Print coverage | Edge-to-edge, large format | Best for localized garment graphics |
| Color on dark fabric | Not viable | Compatible |
| Ideal application | Soft signage, displays, performance wear | Custom garment decoration, mixed fabrics |
For seamless, photorealistic large-format fabric applications on polyester, sublimation is the stronger choice. For cotton-dominant, dark-colored, or blended fabrics with localized graphics, DTF is the more versatile option.
Frequently Asked Questions
What fabric is used for sublimation printing?
Sublimation works exclusively on polyester or high-polyester-content fabrics. For the most vibrant, photorealistic results, 100% polyester is the professional standard. Natural fibers like cotton cannot form the molecular bond sublimation ink requires, so prints on cotton substrates appear faded and will not hold through washing.
What lasts longer, DTF or sublimation?
On polyester fabrics, sublimation is generally more durable — the ink is embedded within the fiber rather than adhered to the surface. DTF transfers hold up well across a wider range of fabrics, with Stahls citing 50+ wash cycles for their UltraColor MAX line, though the adhesive film layer can show wear over time. For polyester-heavy applications, sublimation is the stronger long-term choice.
Can sublimation printing be used on dark-colored fabrics?
No. Sublimation inks are transparent and cannot cover or overprint the base fabric color. Any design applied to a dark substrate will be largely invisible, producing only a subtle tone shift at best. Sublimation requires white or very light-colored fabric to produce a visible result.
How durable is sublimation printing on fabric?
Extremely durable on polyester. Because the ink is fused with the fiber rather than sitting on the surface, sublimated prints will not crack, peel, or fade under normal use. With proper care, sublimated pieces hold up through years of repeated use.
What is the difference between sublimation and screen printing on fabric?
Sublimation embeds dye into polyester fibers — no surface texture, unlimited color complexity, full edge-to-edge coverage potential. Screen printing deposits ink on top of natural or synthetic fabric — limited color count per pass, surface feel, and constrained print area. Each method suits a different combination of fabric type and design complexity.
Can sublimated fabrics be washed or cleaned?
Yes. Sublimated fabrics can be machine washed, hand washed, or spot-cleaned depending on the fabric type and construction. Colors remain stable after repeated laundering when care instructions are followed, making them a practical choice for reusable displays and performance apparel alike.